HDPE Boru Montajı ve Alın Kaynağı Birleşimi Nasıl Yapılır?
HDPE ve PE Boru Nedir?
HDPE borusu ile Kangal (PE) HDPE boru birbirine karıştırılmalıdır. HDPE borular 6m veya 12 m olarak üretilir. Kangal PE borular ise 100m rulo şeklinde üretilir. HDPE yüksek yoğunluklu, PE ise düşük yoğunluklu üretim denilirse doğru anlaşılabilir.
🔹 1. Malzeme Tanımı
- PE (Polietilen): Genel bir ifadedir. Yüksek (HDPE), orta (MDPE) ve düşük yoğunluklu (LDPE) polietilen türlerini kapsar.
- HDPE (High-Density Polyethylene): PE malzemenin yüksek yoğunluklu olanıdır. Kimyasal ve fiziksel özellikleri ile daha güçlüdür.
🔹 2. Yoğunluk ve Moleküler Yapı
| Özellik | PE (genel) | HDPE |
|---|---|---|
| Yoğunluk | Düşük / Orta / Yüksek | Yüksek (0.941–0.965 g/cm³) |
| Moleküler Yapı | Daha dallı | Daha doğrusal |
| Kristal Yapı | Düşük | Yüksek |
🔹 3. Dayanım ve Kullanım Alanları
| Özellik | PE (genel) | HDPE |
|---|---|---|
| Basınç dayanımı | Düşük–Orta | Yüksek (PN 6–25 arası) |
| Isı dayanımı | 60 °C’ye kadar | 100 °C’ye kadar kısa süreli |
| Kimyasal direnç | Orta | Yüksek |
| Esneklik | Daha fazla | Daha az (ama daha sert) |
| Kullanım | Tarım sulama, drenaj vb. | İçme suyu, doğalgaz, kanalizasyon |
🔹 4. Standartlar ve Sınıflar
- PE borular genelde PE32, PE40, PE63, PE80, PE100 gibi sınıflandırılır. Bu sınıflandırma yoğunluk ve dayanımına göre yapılır.
- HDPE genellikle PE80 veya PE100 sınıfına girer.
🔹 5. Uygulamalarda Fark
| Uygulama | PE Boru | HDPE Boru |
|---|---|---|
| Bahçe sulama | Evet | Evet |
| İçme suyu hattı | Nadiren (PE100 tercih edilir) | Evet (özellikle PE100) |
| Kanalizasyon | Kısıtlı kullanım | Evet |
| Gaz hatları | Kullanılmaz | Evet (sertifikalı HDPE) |
✅ Özetle:
- HDPE boru, aslında bir PE borudur ama en dayanıklı olanıdır.
- PE terimi daha genel, HDPE ise özel bir alt sınıftır.
- HDPE borular, özellikle yüksek basınç, aşındırıcı ortamlar, dış mekan kullanımı gibi alanlar için tercih edilir.
HDPE ve PE (HDPE Kangal Boru) İkisi için de PN değerinden sonraki rakamlar dayandığı basınç atmosfer basıncını gösterir. Örnek verirsek PN10 atü için konuşursak 10 atm işletme basıncına göre dizayn edilmiş demektir. Kalınlık tercihi önemli ve uygulamada kesinlikle taviz verilmemelidir.
Ek parçaları vardır ve bunlarla proje hattına yön ve kullanım kolaylığı verir. İşte Ek Parçaları;

EF Manşon
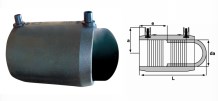
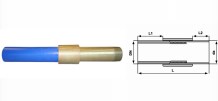
PE 100 EF Tamir Adaptörü
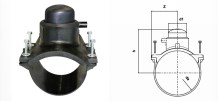
PE 100 EF Servis T Takım Düz
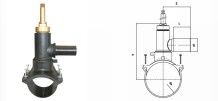
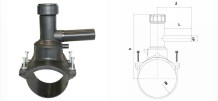
PE 100 EF Servis T Takım Vanalı
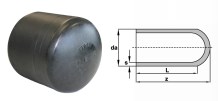
PE 100 Kör Tapa
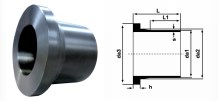
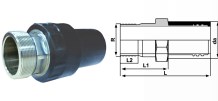
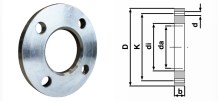
PE 100 Flanş Adaptörü
PE 100 EF Kör Tapa
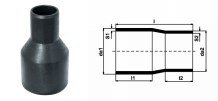
PE 100 Redüksiyon

PE 100 90° Dirsek (Enjeksiyon)
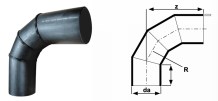
PE 100 90° Dirsek (Konfeksiyon)
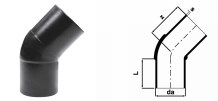
PE 100 60° Dirsek (Konfeksiyon)
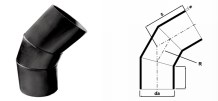
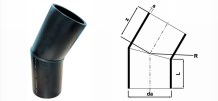
PE 100 45° Dirsek (Enjeksiyon)
PE 100 45° Dirsek (Konfeksiyon)
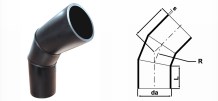
PE 100 30° Dirsek (Konfeksiyon)
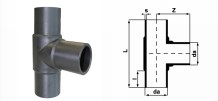
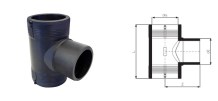
PE 100 Eşit T (Enjeksiyon)
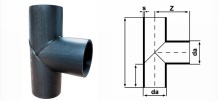
PE 100 Eşit T (Konfeksiyon)
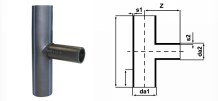
PE 100 İnegal T
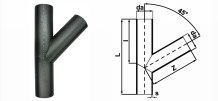
PE 100 45° Çatal (Konfeksiyon)
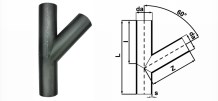
PE 100 60° Çatal (Konfeksiyon)
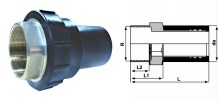
PE 100 Kaynaklı Çelik Geçiş Adaptörü
PE 100 İç Dişli Metal Geçiş Adaptörü
PE 100 Dış Dişli Metal Geçiş Adaptörü
Çelik Flanş Galvaniz Kaplı
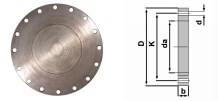
Çelik Kör Flanş (Galvaniz Kaplı)
EF Eşit TE

EF İnegal TE

EF 90 Dirsek

EF 45 Dirsek
HDPE veya PE Borunun Montajı Nasıl Yapılır
🔧 HDPE BORU MONTAJI NASIL YAPILIR?
🔹 1. Hazırlık Aşaması
- 📏 Proje ve güzergâh kontrolü: Boru hattı güzergâhı kontrol edilir, engeller belirlenir.
- 🧰 Ekipman seçimi: Kaynak makinesi, düz kesici, soyucu, kaynak aynası, kelepçeler vs. hazırlanır.
- 🧼 Temizlik: Boruların uçları toz, çamur ve yağdan temizlenmelidir.
- 🪚 Kesim: Borular düzgün ve dik açıyla kesilmelidir (testere değil, boru kesici kullanılmalı).
🔹 2. Birleştirme Yöntemleri
HDPE borular birkaç farklı şekilde birleştirilebilir:
a) Alın Kaynağı (Butt Welding)
En yaygın ve güvenli yöntemdir.
Adımlar:
- Borular kelepçelere sabitlenir.
- Her iki borunun ucu düzgünce traşlanır.
- Kaynak aynası (220–250°C) ile boru uçları ısıtılır. Ürün üretiminde ısıtma derecesi ve süresi yazar, önce buna uyulmalıdır!!!!!
- Yumuşayan uçlar birbirine makinesinin yardımıyla otomatik olarak bastırılır ve soğuması beklenir.
Dikkat:
- Kaynak basıncı ve süresi üreticiye göre değişir.
- Aynaya temas süresi kısa tutulmalı, yanık izine dikkat edilmelidir.
- Rüzgar ve tozlu ortam kaynak kalitesini bozar → şemsiye veya çadır altında yapılmalı.
b) Elektrik Füzyon Kaynağı (Electrofusion)
Küçük çaplı borularda tercih edilir.
Adımlar:
- Boru uçları soyulur.
- Özel elektrofüzyon manşonlar yerleştirilir.
- Cihazla manşona elektrik verilir.
- İçteki rezistanslar ısınır ve kaynak yapılır.
Dikkat:
- Boru yüzeyi çok iyi temizlenmeli ve oksit tabakası alınmalı.
- Elektrik süresi ve soğuma süresine mutlaka uyulmalı.
c) Manşonlu veya Flanşlı Bağlantı
Geçici ya da sökülebilir bağlantılarda kullanılır.
🔹 3. Montaj Sonrası Kontroller
✅ Eklemler düzgün mü?
✅ Kaynak yüzeyi düzgün ve simetrik mi?
✅ Sızdırmazlık sağlanmış mı?
✅ Borularda çatlak, ezilme, darbe var mı?
⚠️ DİKKAT EDİLMESİ GEREKENLER
| Dikkat Edilmesi Gerekenler | Açıklama |
|---|---|
| ❄️ Hava koşulları | Yağmur, rüzgar ve aşırı sıcak kaynak kalitesini etkiler |
| 🔥 Kaynak sıcaklığı kontrolü | Çok sıcak → yanık, çok soğuk → zayıf kaynak olur |
| 📏 Eksen kaçıklığı | Borular hizalı olmalı; eğik birleşim sızıntı yapar |
| ⏳ Soğuma süresi | Erken hareket ettirme → kaynak bozulur |
| 🧼 Temizlik | Yağ, toz, nem → kaynak tutmaz |
| 📚 Üretici talimatları | Her kaynak makinesi ve boru için ayrı derece ve süre ayarları olabilir |
🧪 Basınç Testi (Hidrostatik) Yapılması ve Gerekliliği
Montajdan sonra hidrostatik test yapılır ve nasıl yapıldığını anlatalım.
Teknik Bilgiler / Hat Basıncı Testi
Döşemesi tamamlanmış boru hattına, servise açılmadan önce aşağıdaki prosedür adımları takip edilerek kesinlikle hat basıncı testi uygulanmalıdır.
Ön Deney
- Hat su ile doldurulur. En yüksek noktadaki vana doldurma esnasında açılarak hat içindeki hava sıkışması alınır.
- Hat kapatılır.
- Deney basıncı PN ( işletme basıncı ) + 5 bar veya PN x 1,5 ( Hangisi düşükse ) olacak şekilde belirlenir.
- Hat 10 dk içinde uygun bir pompa ile test basıncına getirilir.
- 10 dk boyunca test basıncı sabitlemek amacı ile pompalamaya devam edilir.
- Pompa durdurulur. Isale hattı 60 dk kendi haline bırakılır.
- Boru hattı visko-elastik deformasyona uğrar.
60 dk içinde % 30 dan fazla bir basınç düşmesi olmaması gerekir. Her iki durumda da test sonlandırılır. Hat üzerinde yapılacak gözlem ve sıcaklık kontrolü sonrası hattaki tüm gerilmeler alınarak ön test tekrar uygulanır.
Ana Deney
Ana deneyde iki yöntemden biri tercih edilir.
Basınç Düşürme Yöntemi :
- 60 dk sonunda hattın basıncı aşağıdaki değerler kadar düşürülür.
| Boru | Normal Basınç | Basınç Düşürme |
|---|---|---|
| HDPE | 10 | 2 |
| HDPE | 16 | 3 |
| HDPE | 10 | 2 |
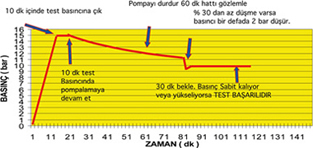
Basınç düşürüldükten sonra 30 dk kontraksiyon zamanı tutulur. 30 dk boyunca basınç sabit kalıyor veya artıyorsa hattın sızdırmaz olduğu kabul edilir. Anlaşmazlık durumunda test süresi 1,5 saate uzatılır. Ancak bu süre boyunca en fazla 0,25 bar basınç düşmesine müsaade edilir. 0,25 bardan fazla basınç düşmesi gözlemleniyorsa isale hattında kaçak var demektir.
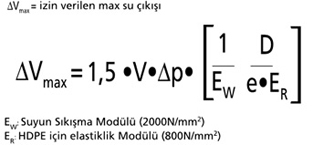
Basınç Düşürmede Su Hacim Kaybı Yöntemi :
- Basınç düşürme esnasında çıkan suyun hacmi tespit edilir. ( Vt )
- AV max formulü ile hattan max çıkabilecek su hacmi hesaplanır. Vt V ise test geçerli sayılır.
Not : Hat testinde boru boru sistemine doldurulan su sıcaklığı, ve test ortam sıcaklığı önemlidir. 20ºC üzerindeki şartlar için sıcaklığa bağlı basınç düşürme katsayıları kullanılacaktır. 40ºC üzerinde test yapılmamalıdır.
Çalıştığımız Ana Bölge:
Tekirdağ ; Çerkezköy, Çorlu, Ergene, Hayrabolu, Kapaklı, Malkara, Marmaraereğlisi, Muratlı, Saray, Süleymanpaşa, Şarköy HDPE Boru montajı işi yapılır
Kırklareli ; Babaeski, Demirköy, Kofçaz, Lüleburgaz, Pehlivanköy, Pınarhisar, Vize HDPE Boru montajı işi yapılır
Edirne ; Enez, Havsa, İpsala, Keşan, Lalapaşa, Meriç, Süloğlu, Uzunköprü HDPE Boru montajı işi yapılır